Vent and drain holes are not just a design formality in hot dip galvanizing. They are critical to how molten zinc moves through, into, and out of a fabricated part. When those openings do not perform as intended, the result is often misunderstood as a coating defect, when in reality it is a flow and geometry issue.
The American Galvanizers Association addresses this directly in their article on clogged holes. At V&S Galvanizing, we expand on that foundation to explain how molten zinc actually behaves during immersion and withdrawal, why certain hole configurations are more prone to blockage, and how small design decisions can eliminate the issue entirely.
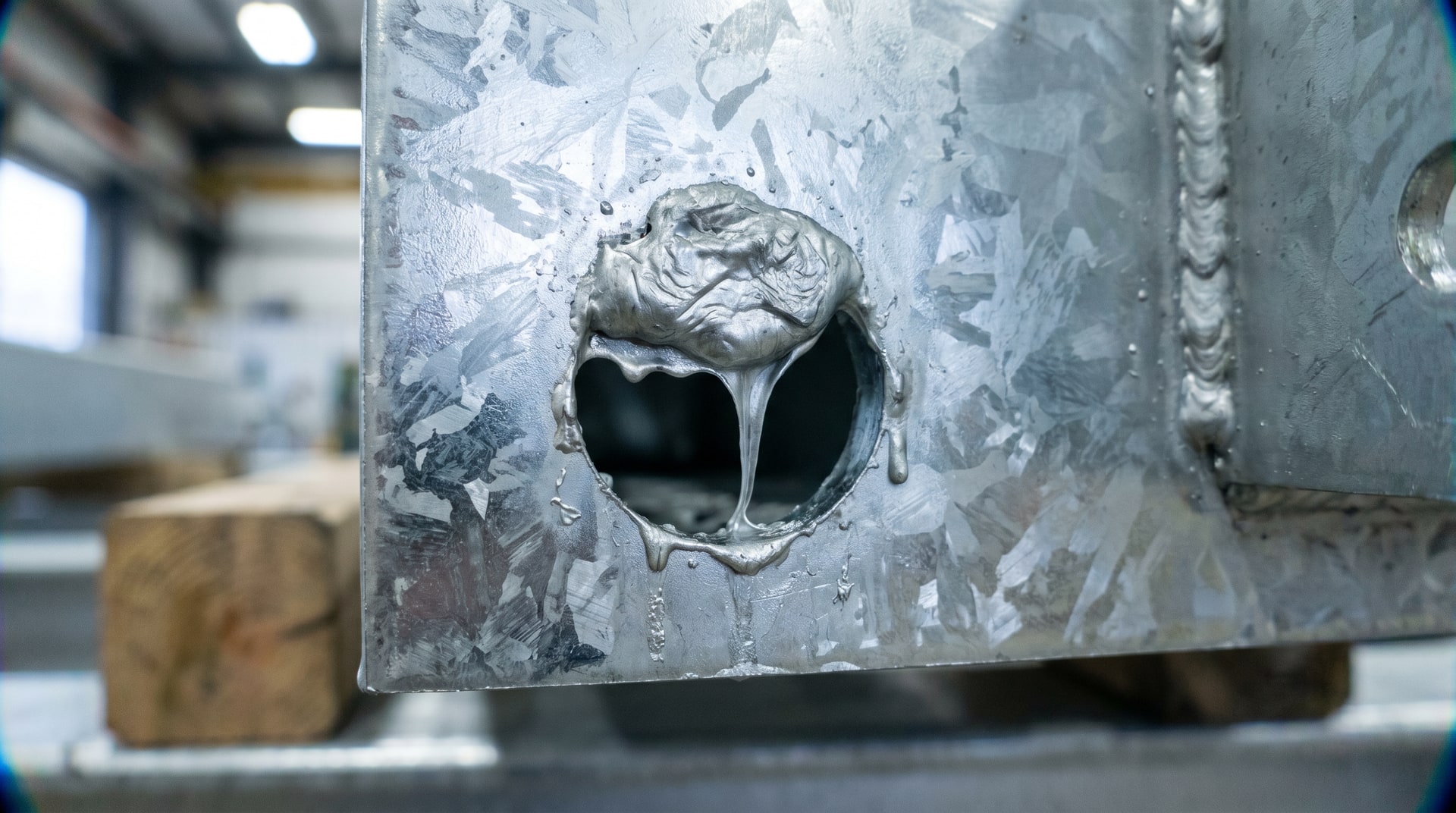
What Is Actually Happening When a Hole “Clogs”
When steel is immersed in the galvanizing bath, molten zinc flows into all accessible cavities and internal spaces. This includes hollow sections, overlapping members, and any area connected through vent or drain openings.
As the part is withdrawn from the bath, gravity and surface tension work together to pull excess zinc out. Ideally, the zinc drains cleanly, leaving behind a uniform coating.
A clogged hole occurs when that drainage process is interrupted. Instead of flowing freely, zinc becomes trapped long enough to begin solidifying. Once it solidifies in place, it partially or fully blocks the opening.
This is not a random event. It is the result of how the part was designed relative to how zinc flows.
The Role of Geometry and Orientation
Molten zinc behaves as a dense fluid with high surface tension. It does not move like water, and it does not forgive restrictive paths easily.
If a hole is too small relative to the section it is venting, the flow becomes restricted. Zinc can enter the space quickly during immersion but cannot exit at the same rate during withdrawal. This creates a temporary buildup at the opening.
At the same time, the part is cooling as it leaves the bath. If the zinc lingers at the opening even briefly, it begins to solidify, especially at edges where heat dissipates faster.
Orientation makes this more pronounced. If the hole is not positioned at a natural low point during withdrawal, gravity cannot assist in clearing it. Instead, zinc pools at the opening and solidifies in place.
Why Surface Tension Makes It Worse
One of the less obvious contributors is surface tension. Molten zinc tends to “bridge” across openings, particularly smaller ones.
As zinc begins to drain, surface tension can hold a thin film across the hole. That film thickens as more zinc accumulates behind it. Once cooling begins, the film transitions into a solid plug.
This is why even holes that appear sufficient in size can still clog if they are not proportioned correctly or placed effectively.
Why This Is a Design Issue, Not a Process Failure
It is important to separate expectation from reality here. The galvanizing process is doing exactly what it is supposed to do, which is coat all exposed surfaces and allow excess zinc to drain.
When a hole clogs, it is almost always because the design did not allow zinc to move efficiently through the part.
This includes situations where:
- Hole size is undersized for the section volume
- Openings are not aligned with drainage paths
- Internal cavities create trapped zones
- Fabrication creates uneven flow paths
These conditions do not prevent galvanizing. They prevent proper drainage.
How This Affects Fit and Function
Clogged holes are rarely a structural issue, but they can become a functional one.
If the hole is intended for:
- Bolting or fasteners
- Drainage in service
- Alignment or assembly
Then even partial blockage can create downstream problems.
This is why the issue often surfaces during installation rather than immediately after galvanizing.
The Difference Between Cleaning and Prevention
Blocked holes can often be cleared after galvanizing through mechanical means. However, this is corrective, not preventative.
The more effective approach is to design the part so that zinc never has the opportunity to accumulate in the first place.
When holes are properly sized and located, zinc flow becomes self-clearing. The process works with gravity and fluid behavior rather than against it.
How Proper Venting Solves Multiple Problems at Once
Good venting design does more than prevent clogged holes. It also:
- Improves coating consistency inside hollow sections
- Reduces risk of trapped air during immersion
- Allows for safer processing by preventing pressure buildup
In other words, the same design principles that prevent clogging also improve overall galvanizing quality.
Why Early Coordination Matters
Clogged holes are one of the easiest galvanizing issues to prevent, but only if they are addressed before fabrication is complete.
Once the part is built, options become limited. Adjustments at that stage often require rework, additional drilling, or post-processing cleanup.
By reviewing designs early, vent and drain locations can be optimized based on how the part will be dipped, oriented, and withdrawn.
At V&S Galvanizing, we work with fabricators and engineers to identify these considerations before they become field issues.
Work With a Team That Understands Zinc Flow, Not Just Coating
Galvanizing is as much about fluid movement as it is about coating formation. Understanding how molten zinc enters, moves through, and exits a part is what separates predictable results from avoidable issues.
At V&S Galvanizing, we help project teams design with the process in mind so that parts not only get coated properly, but also perform as intended after installation.
Clogged holes in galvanized steel are not random defects but the result of restricted zinc flow and drainage during the galvanizing process. When hole size, placement, and orientation do not align with how molten zinc behaves, the material can become trapped and solidify, leading to blockage. By understanding the relationship between design and fluid behavior, these issues can be prevented before fabrication ever begins. If you are working on a project with hollow sections or venting requirements and want to ensure proper galvanizing results, reach out to our team through our contact page.
Frequently Asked Questions About Clogged Holes in Galvanizing
Why do holes get clogged during galvanizing?
Because molten zinc cannot drain fast enough and begins to solidify in the opening.
Is this a galvanizing defect?
No. It is typically a design and drainage issue rather than a process failure.
Can clogged holes be fixed after galvanizing?
Yes, but it usually requires mechanical cleaning, which adds time and cost.
What causes zinc to stay in the hole?
Restricted flow, poor orientation, and surface tension all contribute to zinc being retained.
Does hole size matter?
Yes. Holes must be large enough to allow both air and molten zinc to move freely.
Does part orientation affect clogging?
Yes. Proper positioning during withdrawal helps gravity clear excess zinc.
Can this be prevented completely?
In most cases, yes, with proper design and early coordination.
Should galvanizers review designs before fabrication?
Yes. Early review helps identify potential drainage issues before they become problems.
