Common Applications of Galvanized-Stainless Steel Contact
Hot-dip galvanized steel and stainless steel frequently coexist in engineered systems, creating dissimilar metal contact scenarios that warrant careful evaluation:
Typical configurations:
- Galvanized fasteners (bolts, screws, washers) securing stainless steel panels or equipment
- Stainless steel pressure vessels or tanks supported by galvanized structural steel
- Architectural applications combining stainless steel cladding with galvanized framing
- Roofing and siding systems using galvanized fasteners with stainless steel trim or flashing
- Industrial equipment assemblies mixing material specifications based on strength, corrosion resistance, or cost optimization
While dissimilar metal contact is not inherently problematic, specific combinations of materials and environmental conditions can establish galvanic corrosion cells that accelerate deterioration of the more active (anodic) metal. Understanding the electrochemical principles governing bimetallic corrosion enables informed design decisions that ensure long-term system integrity.
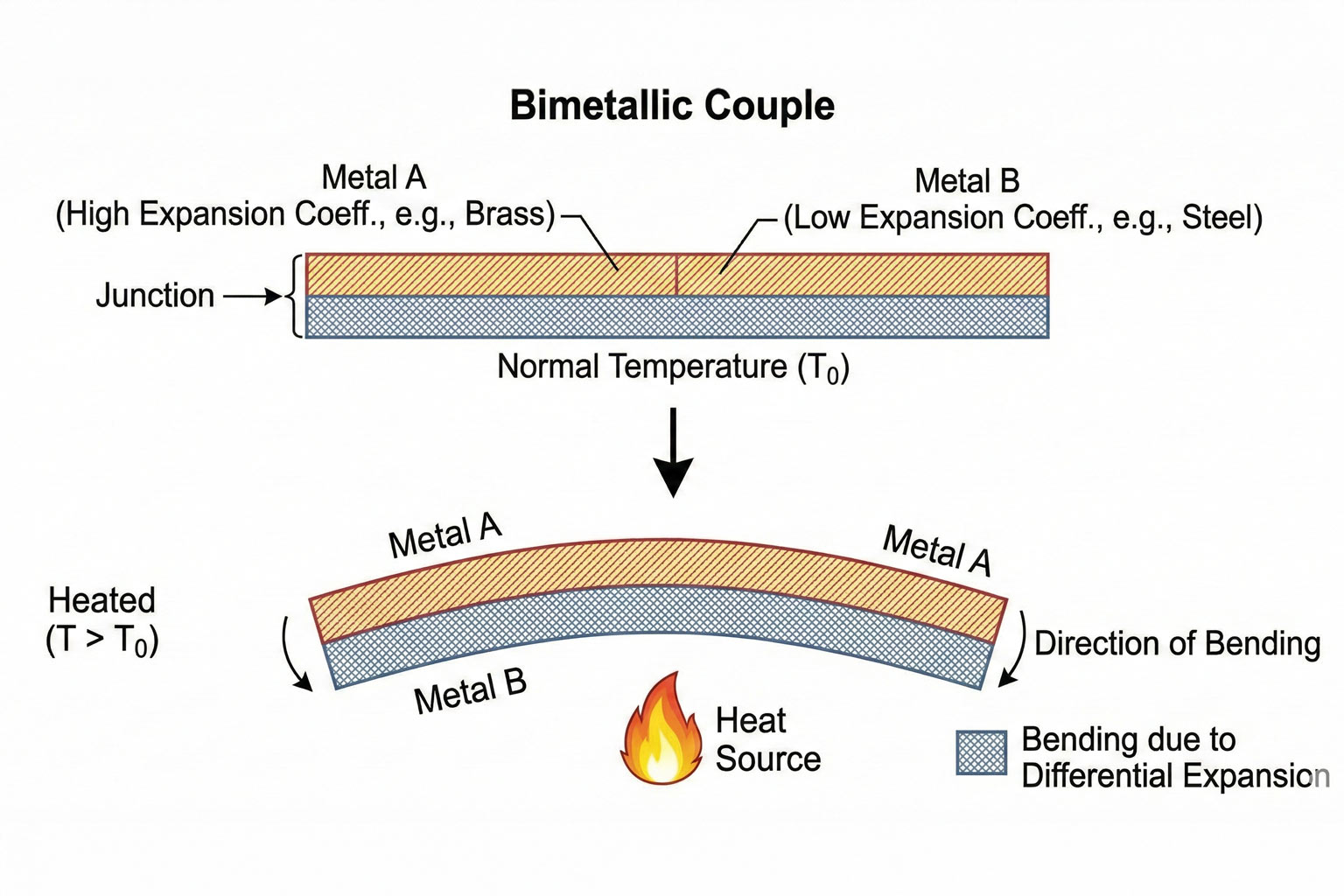
Galvanic Corrosion Fundamentals: The Bimetallic Couple
Galvanic corrosion—also termed dissimilar metal corrosion or bimetallic corrosion—occurs when two metals with different electrochemical potentials are electrically connected in the presence of an electrolyte. This configuration establishes a corrosion cell accelerating the oxidation (corrosion) rate of the more active metal beyond its normal atmospheric corrosion rate.
Four Essential Requirements for Galvanic Corrosion
A galvanic corrosion cell requires the simultaneous presence of four elements. Eliminating any single element prevents galvanic corrosion regardless of other conditions:
Element 1: Anodic metal (corroding member)
The more electrochemically active metal serves as the anode, undergoing oxidation and releasing electrons:
Zinc oxidation reaction: Zn → Zn²⁺ + 2e⁻
The liberated electrons flow through the electrical connection toward the cathode. Zinc dissolution represents the material loss associated with galvanic corrosion.
Element 2: Cathodic metal (protected member)
The less active (more noble) metal serves as the cathode, collecting electrons from the anode and supporting reduction reactions:
Oxygen reduction reaction (typical in atmospheric exposure): O₂ + 2H₂O + 4e⁻ → 4OH⁻
The cathode experiences no material loss—it is protected by the galvanic couple. In fact, cathodic protection deliberately exploits this principle to preserve infrastructure.
Element 3: Electrolyte (ionic conduction pathway)
An electrically conductive solution must cover the metal surfaces at their contact interface, providing an ionic current pathway completing the electrochemical circuit:
Ionic current flow: Zn²⁺ ions migrate from anode through electrolyte toward cathode, while OH⁻ or other anions migrate toward anode.
Electrolyte conductivity directly influences corrosion rate: Highly conductive electrolytes (saltwater, acid solutions, alkaline solutions) support rapid corrosion, while poorly conductive electrolytes (pure rainwater, distilled water) limit corrosion rates substantially.
Element 4: Electrical connection (electronic conduction pathway)
Direct metallic contact or a conductive pathway between the dissimilar metals provides the return path for electron flow from anode to cathode. This connection typically consists of:
- Direct metal-to-metal contact at fastener interfaces
- Conductive structural connections
- Shared electrical grounding systems
Critical design principle: Disrupting any one of these four elements prevents galvanic corrosion formation. The most practical intervention typically involves either eliminating the electrolyte (impractical in most atmospheric applications) or breaking the electrical connection through insulating barriers.
The Galvanic Series: Predicting Metal Compatibility
The galvanic series ranks metals by their electrochemical potential in specific electrolyte environments, predicting which metal becomes anodic (corrodes) and which becomes cathodic (protected) when dissimilar metals contact.
Galvanic series in seawater (representative order from anodic to cathodic):
Most Anodic (Most Active):
- Magnesium and magnesium alloys
- Zinc
- Aluminum alloys
- Cadmium
- Carbon steel / Cast iron
- Chromium-iron (active stainless steels)
- Ni-Resist
- Lead-tin solders
- Lead
- Tin
- Copper alloys (brass, bronze)
- Chromium-nickel-iron (passive stainless steels - 300 series)
- Silver
- Titanium
- Graphite
- Gold
- Platinum
Most Cathodic (Most Noble)
Position of hot-dip galvanized steel: The zinc coating places galvanized steel near the active (anodic) end of the galvanic series. The pure zinc outer layer dominates the electrochemical behavior, though zinc-iron alloy layers underneath possess slightly more noble potentials.
Position of stainless steel: Stainless steel grades vary significantly:
- Passive stainless steel (300-series austenitic, 316, 304): Near the noble end of the series when chromium oxide passive film remains intact
- Active stainless steel (passive film damaged or absent): Shifts toward more active positions, though still more noble than zinc
Potential difference and corrosion driving force: Greater separation between metals in the galvanic series generally correlates with increased galvanic corrosion tendency. Zinc and passive stainless steel are separated by approximately 0.5 to 0.8 volts in seawater—a substantial driving force for galvanic corrosion under favorable conditions.
Environmental Factors: When Galvanic Corrosion Becomes Critical
The mere presence of dissimilar metals does not guarantee problematic galvanic corrosion. Environmental conditions—particularly electrolyte availability and conductivity—determine whether theoretical galvanic couples translate into actual accelerated corrosion.
Atmospheric Exposure: Low to Moderate Risk
Electrolyte characteristics in atmospheric service:
Rainwater: Relatively poor electrolyte containing low dissolved ion concentrations (typically <50 ppm total dissolved solids). Supports limited galvanic current flow.
Dew and humidity condensation: Pure water with minimal ionic content. Even poorer electrolyte than rainwater.
Time-of-wetness: Atmospheric corrosion occurs only during periods when moisture films cover metal surfaces. Dry periods interrupt electrochemical reactions.
Risk assessment for common atmospheric environments:
Rural and suburban: Very low galvanic corrosion risk. Natural rainwater and dew provide insufficient electrolyte conductivity for significant galvanic acceleration. Contact between galvanized steel and stainless steel typically performs well.
Industrial: Low to moderate risk. Atmospheric pollutants (sulfur dioxide, nitrogen oxides) dissolve in moisture films creating more conductive electrolytes. Some galvanic acceleration may occur but generally remains manageable.
Marine (atmospheric, not immersed): Moderate to high risk. Airborne chloride deposition from sea spray substantially increases electrolyte conductivity. Galvanic corrosion becomes more significant, particularly in zones receiving direct salt spray deposition.
De-icing salt exposure: High risk. Road salt-contaminated moisture represents a highly conductive electrolyte. Highway structures, bridge decks, and parking structures using dissimilar metal contact in salt-exposed zones experience accelerated galvanic corrosion.
Immersion Service: High Risk
Continuous electrolyte contact: Immersed applications maintain permanent electrolyte contact, eliminating dry periods that interrupt corrosion in atmospheric service.
Freshwater immersion: Moderate galvanic corrosion risk. Dissolved minerals and ions in natural waters provide adequate electrolyte conductivity for measurable galvanic effects.
Saltwater immersion: Highest galvanic corrosion risk. Seawater's high ionic strength (approximately 3.5% total dissolved salts) creates an excellent electrolyte supporting rapid galvanic current flow. Marine immersion represents the most aggressive galvanic corrosion environment.
Soil contact: Variable risk depending on soil chemistry. Acidic soils, soils with high chloride or sulfate content, and moisture-saturated soils pose higher galvanic corrosion risks than alkaline, dry, or low-ion-content soils.
Surface Area Ratio: The Critical Geometric Factor
Beyond electrochemical potential differences and electrolyte conductivity, the relative surface areas of anodic and cathodic metals profoundly influence galvanic corrosion severity.
The Cathode-to-Anode Area Ratio Principle
Fundamental relationship: Galvanic corrosion penetration rate at the anode increases proportionally with the cathode-to-anode surface area ratio.
Mechanism:
- Total corrosion current (total zinc loss rate) depends on cathode area supporting oxygen reduction reactions
- Larger cathode areas generate more corrosion current
- This current concentrates at the anode surface
- Small anode areas experience high current density (current per unit area)
- High current density translates directly to rapid localized penetration rate
Mathematical expression:
Penetration rate ∝ (Cathode Surface Area) / (Anode Surface Area)
Unfavorable Configuration: Large Cathode, Small Anode
Example: Stainless steel panel with galvanized fastener
Configuration:
- Cathode (stainless steel panel): Large surface area (square feet or square meters)
- Anode (galvanized fastener): Small surface area (fractional square inches or square centimeters)
- Area ratio: 100:1 to 1,000:1 or greater
Consequence:
- Large stainless steel cathode generates substantial corrosion current
- Current concentrates on small galvanized fastener
- Extremely high current density at fastener
- Rapid localized penetration corrodes fastener quickly
- Fastener failure occurs in months to a few years depending on environment
Service life impact: This represents the worst-case configuration—accelerated galvanic attack can reduce zinc coating life by factors of 10× to 100× compared to normal atmospheric corrosion rates.
Design recommendation: AVOID this configuration in corrosive environments. Do not use galvanized fasteners with large stainless steel members in marine, immersion, or de-icing salt exposure applications.
Favorable Configuration: Large Anode, Small Cathode
Example: Galvanized panel with stainless steel fastener
Configuration:
- Anode (galvanized panel): Large surface area (square feet or square meters)
- Cathode (stainless steel fastener): Small surface area (fractional square inches or square centimeters)
- Area ratio: 1:100 to 1:1,000 (inverted from previous case)
Consequence:
- Small stainless steel cathode generates limited corrosion current
- Current distributes across large galvanized panel surface
- Low current density at any specific panel location
- Widespread but shallow zinc dissolution across panel
- Minimal impact on panel service life
- Fastener remains protected as the cathode
Service life impact: Galvanic acceleration remains minimal—zinc coating life approaches normal atmospheric corrosion rates despite dissimilar metal contact.
Design recommendation: This configuration is ACCEPTABLE for most atmospheric applications. Stainless steel fasteners with galvanized steel structures perform well even in moderately corrosive environments.
Surface Area Ratio Guidelines
Table: Galvanic Compatibility Based on Surface Area Relationships
Legend:
- G (Good): Galvanic effects minimal; normal service life expected
- F (Fair): Some galvanic acceleration; acceptable in mild environments with monitoring
- P (Poor): Severe galvanic attack likely; avoid configuration or implement protective measures
Design Strategies for Dissimilar Metal Contact
When galvanized steel and stainless steel must be used together, several design approaches minimize or eliminate galvanic corrosion risk:
Strategy 1: Electrical Isolation
Principle: Breaking the metallic connection (Element 4) prevents galvanic cell formation regardless of other conditions.
Implementation methods:
Insulating washers and bushings:
- Non-conductive plastic or fiber washers between metal surfaces
- Nylon or PTFE bushings isolating fastener shanks from through-holes
- Complete electrical isolation requires insulating layers on both sides of connections plus insulated fastener sleeves
Gasket materials:
- Rubber, neoprene, or EPDM gaskets providing electrical isolation at flanged connections
- Ensure gasket material compatibility with service environment (temperature, chemicals, UV exposure)
Coatings as barriers:
- Paint or powder coating one or both metal surfaces at contact zones
- Caution: Coatings may degrade, creating galvanic cells after initial protection fails
- Not recommended as sole protection method in critical applications
Critical implementation requirement: Isolation must be complete—any metallic pathway defeats the isolation strategy. This includes:
- Insulating all fasteners in an assembly
- Preventing incidental metal-to-metal contact at assembly edges
- Avoiding conductive coatings or sealants bridging the insulation
Best application: Effective for atmospheric exposure applications where complete isolation can be reliably maintained throughout service life.
Strategy 2: Favorable Area Ratio Selection
Principle: Design assemblies with large zinc (anode) areas relative to stainless steel (cathode) areas, distributing galvanic current and minimizing penetration rate.
Implementation:
- Use stainless steel fasteners (small cathode) with galvanized structural members (large anode)
- Avoid galvanized fasteners (small anode) with stainless steel panels (large cathode)
- When both metals have large exposed areas, galvanic effects distribute widely with minimal localized impact
Limitations: Does not eliminate galvanic corrosion, only reduces its concentration and severity. Remains effective strategy for atmospheric applications but may prove inadequate for immersion service.
Strategy 3: Matching Material Selection
Principle: Eliminate dissimilar metal contact by specifying consistent materials throughout the assembly.
Options:
All stainless steel: Use stainless steel fasteners with stainless steel structural members
- Eliminates galvanic concerns
- Higher material cost
- Appropriate when corrosion resistance justifies expense
All galvanized steel: Use galvanized fasteners with galvanized structural members
- Eliminates galvanic concerns
- Lower cost than all-stainless approach
- May limit application where stainless steel's strength or other properties are required
Material substitution considerations: Verify that consistent material selection meets structural, functional, and regulatory requirements before finalizing specifications.
Strategy 4: Protective Coating Systems
For applications where dissimilar metal contact cannot be avoided:
Zinc-rich paint on stainless steel contact surfaces: Applying zinc-rich coating to stainless steel surfaces creates a "zinc-on-zinc" interface rather than zinc-on-stainless, reducing potential difference.
Barrier coatings on both metals: Heavy-duty coatings (epoxies, polyurethanes) on both galvanized and stainless surfaces provide physical barriers interrupting electrolyte contact (Element 3).
Coating durability concerns: All coatings eventually degrade through UV exposure, mechanical abrasion, thermal cycling, or chemical attack. Protective coating strategies work best when combined with favorable area ratios or when provisions exist for coating maintenance/renewal during service life.
Strategy 5: Environmental Control
Principle: Minimize electrolyte presence (Element 3) through design features promoting drainage and drying.
Implementation:
Drainage provisions: Design assemblies shedding water rapidly, preventing moisture accumulation at dissimilar metal interfaces:
- Sloped surfaces directing water away from connections
- Drain holes at low points eliminating trapped water
- Open joint designs preventing crevice moisture retention
Ventilation: Promote air circulation accelerating drying after rain or dew events
Sealants (used cautiously): Non-conductive sealants may exclude moisture from contact interfaces, though sealant degradation risks creating moisture traps
Effectiveness: Most practical for architectural and structural applications. Limited applicability for immersion or underground service where continuous electrolyte contact is inherent.
Application-Specific Recommendations
Building structures (atmospheric exposure, minimal salt):
- Acceptable: Stainless steel fasteners with galvanized framing, panels, or structural members
- Acceptable with caution: Galvanized fasteners with stainless steel trim in non-coastal locations
- Avoid: Galvanized fasteners with large stainless panels in coastal or high-pollution areas
Coastal structures (marine atmospheric environment):
- Preferred: Stainless steel fasteners with galvanized structural members
- Avoid: Galvanized fasteners with stainless steel panels/equipment
- Consider: Electrical isolation or all-stainless construction for critical applications
Bridge decks and transportation structures (de-icing salt exposure):
- Preferred: Consistent material selection (all galvanized or all stainless)
- Acceptable: Stainless fasteners with galvanized components with electrical isolation
- Avoid: Galvanized fasteners with any stainless steel components
Immersion service (freshwater or saltwater):
- Required: Electrical isolation through non-conductive materials
- Alternative: All-stainless construction
- Avoid: Any galvanized-stainless contact without complete electrical isolation
Industrial equipment (chemical exposure or wash-down environments):
- Evaluate case-by-case: Assess electrolyte conductivity and chemical compatibility
- Conservative approach: Electrical isolation or consistent material selection
- Monitoring: Implement inspection programs for early galvanic attack detection
Zinc's Dual Role: Coating and Sacrificial Anode
An important consideration when evaluating galvanized steel in dissimilar metal contact: the zinc coating intentionally serves as a sacrificial anode protecting the underlying steel substrate. Zinc's anodic position relative to steel drives its fundamental protective mechanism.
Normal function: Zinc corrodes preferentially to steel at coating discontinuities (scratches, edges, cut surfaces), providing cathodic protection to exposed steel.
In galvanic couples: When zinc becomes anodic to stainless steel rather than protecting steel, its corrosion rate accelerates but it no longer provides cathodic protection to the steel base. This represents a failure mode where the coating is consumed prematurely without fulfilling its protective function for the base steel.
Design philosophy: Galvanic couples that accelerate zinc consumption defeat the purpose of galvanizing. Design should either prevent significant galvanic acceleration or ensure zinc coating thickness provides adequate service life even with galvanic effects.
Monitoring and Maintenance
For systems where galvanized-stainless contact exists in moderately corrosive environments:
Visual inspection schedules: Periodically examine dissimilar metal contact zones for:
- Zinc coating depletion (exposure of gray steel substrate)
- White rust accumulation (zinc corrosion products)
- Red rust appearance (indicating zinc exhaustion and steel substrate corrosion)
- Fastener degradation or loosening
Inspection frequency:
- Marine/coastal: Annually
- Industrial/urban: Every 2 to 3 years
- Rural/suburban: Every 5 years
Maintenance interventions: When zinc depletion is observed:
- Touch-up with zinc-rich repair coatings per ASTM A780
- Replace fasteners showing significant corrosion
- Consider retrofitting electrical isolation if repeated corrosion occurs
Understanding galvanic compatibility principles enables informed material selection and design decisions that optimize both performance and service life when hot-dip galvanized steel and stainless steel must coexist in engineered systems. Proper attention to electrochemical fundamentals, geometric relationships, and environmental factors ensures that dissimilar metal combinations function successfully throughout intended service life. Get more information at the original AGA resource at this link.
